Zurück zur Übersicht
Qualitäts- & Prozesssicherung von Reinraumkonzepten

...Aus diesen Gründen haben PET-Verpackungen und deren Herstellung und Abfüllung mit sogenannten Reinraumkonzepten immer mehr an Bedeutung gewonnen.
Ein wesentlicher Vorteil der Reinraumtechnik gegenüber anderer Verfahren der Keimreduktion der zugeführten Luft ist, dass die Reinraumtechnik durch Reinraumklassen definiert ist. Über die Reinraumklassen wird eine maximale Konzentration von Partikeln bzw. Keimen, auch KBE (Kolonie bildende Einheiten) genannt, eindeutig definiert.
Solche Reinraumkonzepte werden in der Regel nach dem EU-GMP Leitfaden oder aber anderer Normen wie ISO 14644 oder US Fed. Std.e209 anhand von Partikelkonzentrationen klassifiziert. Diese Klassifizierung der Reinräume sowie deren Wirksamkeit und die damit verbundene Validierung wird zumeist mit Standardprüfstäuben durchgeführt. Dabei dienen die Prüfstäube zumeist als Trägermedium, für die gerade in der Lebensmittelindustrie kritischen mikrobiologischen Verderbniserzeuger, und simulieren somit die tatsächlichen Gegebenheiten des natürlichen Umfeldes von Lebensmitteln produzierenden Anlagen.
Um nun im Vorfeld einer Neuinstallation von Anlagenkomponenten mit anschließender Anlagenabnahme eine mikrobiologisch einwandfreie Validierung zu erlangen, werden eben solche Standardstäube häufig mit Zellen oder Sporen geeigneter Testkeime (z.B. der Gattung Aspergillus oder Bacillus) versehen.
Das Fraunhofer Institut für Verfahrenstechnik und Verpackung (IVV) in Freising verwendet zur Entwicklung und Herstellung von Standardstäuben die FRITSCH Mini-Mühle PULVERISETTE 23 um in einem Forschungsprojekt Prüfstäube mit Modellorganismen zu homogenisieren. Im Vorfeld der Entscheidung eine Mini-Mühle PULVERISETTE 23 der Firma FRITSCH für eben diese Aufgabenstellung einzusetzen, stand die Frage der schonenden Aufbereitung getrockneter Endosporen von Bacillus atrophaeus. Hier ganz entscheidend, wie wirkt sich der mechanische Aufschluss auf die Wiederfindung bzw. die Überlebensrate dieses mikrobiologischen Leitkeims aus. Hierzu wurden verschiedene Versuchsreihen mit geänderten Mahlparametern verwendet.
Material: getrocknete Sporen von B. atrophaeus
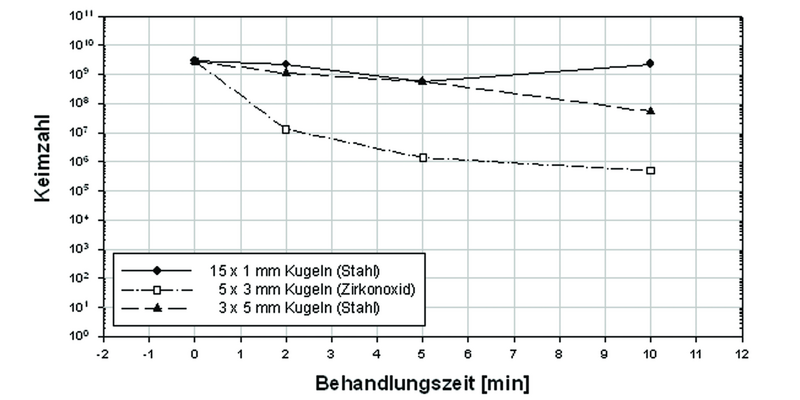
Diese beiden Diagramme weisen auf, dass die Bearbeitung mittels der FRITSCH Mini-Mühle PULVERISETTE 23 mit der Mahlkonfiguration von 15 x 1 mm Stahlkugeln und einer Mahlzeit von 10 min hervorragende Ergebnisse im Bereich der Wiederfindungsgrate des biologischen Leitkeims B. atrophaeus und der Partikelverteilung der Prüfstäube mit den B.atropaeus-Endosporen aufweist. Hier erweist sich der Mahlkörperfüllgrad mit 15 x 1mm Mahlkugeln, der sich aus dem Verhältnis des Schüttvolumens der ruhenden Mahlkörperschüttung zum Volumen des Mahlraumes definiert, als äußerst vorteilhaft. Dies zeigt gerade auch die Partikelgrößenverteilung aus Diagramm 2.
Abschließend kann man sagen, dass die Aufgabenstellung des Homogenisierens verschiedener Komponenten und speziell kleiner Probenmengen sehr schonend in der Mini-Mühle PULVERISETTE 23 von FRITSCH gelöst werden kann. Die prinzipielle Problematik der Energieumwandlung beim Mechanischen Zerkleinern in Wärme, und die damit verbundene Denaturierung von thermolabilen Proteinen, ist aufgrund der geringen Mahldauer und der eingesetzten Mahlkugelgrößen von max. 5 mm bei der FRITSCH Mini-Mühle PULVERISETTE 23 fast vollständig zu vernachlässigen. Nicht zuletzt deshalb eignet sich die Mini-Mühle PULVERISETTE 23 besonders für den Einsatz in der Molekularbiologie und den Zellaufschluß.
-
Den FRITSCH Bericht als PDF herunterladen
Qualitäts- & Prozesssicherung von Reinraumkonzepten mit der PULVERISETTE 23
-
Detaillierte Mahlprotokolle
Zurück zur Übersicht